記事の概要
世界中の蒸留所図鑑完成を目標としたシリーズです。
今回は日本より「余市蒸留所」になります!
Points!「立地・歴史・伝統的な製法・オフィシャルボトルの簡単な解説」
キーワード
竹鶴政孝/石炭直火蒸留/ハイランドに似た環境/ニッカウイスキー
余市の特徴
ハイランドモルト調/本場顔負けの個性派/力強いピート/潮風/ヨード/芳醇な柑橘/バニラ

余市蒸留所
余市蒸留所の立地・歴史・製法についてまとめていきます。
蒸留所の概要
| 創業年 | 1934年 (生産は1936年から) |
| 所有会社 | ニッカウイスキー社 (アサヒビールの傘下) |
| 地域分類 | 日本 北海道 |
| 発酵槽 | ステンレス製10基 |
| ポットスチル | 初留4基・再留4基 |
| 仕込み水 | 余市川の伏流水 |
| ブレンド先 | ブラックニッカシリーズ 竹鶴,セッションなど |
「余市蒸留所」蒸留所の立地

ポイント
余市蒸留所は日本の北海道,余市町に位置しています。余市町はかつてニシン漁で栄えた町であり人材が豊富,また周囲にある山林には樽材となるミズナラが自生しています。
蒸留所建設地として余市が選ばれた背景には,余市川の豊富な水資源やピート産地が近いなどのウイスキー作りに必要な要件を満たしていたことがまず前提にあります。
加えて決定打となったのは,比較的高緯度であり,本場スコットランドのハイランドに酷似した,海岸付近で3方向を山に囲まれているという環境条件を有していることでした。
竹鶴氏にとって本場のウイスキーを日本で再現するという野望を実現するに当たって,まさに最適な土地がこの余市だったのです。
ちなみに蒸留所の敷地面積は132,000㎡と広大であり,製造工程はほぼここで完結できるほか,旧竹鶴邸・ニッカミュージアムなどの観光設備や樽工場なども併設されています。
敷地内の建物の多くが,国指定の有形文化財に指定されており,歴史的価値も非常に高い蒸留所となっています。
「余市蒸留所」蒸留所の歴史
余市蒸留所の歴史を下表のとおり整理しました!
| 西暦年 | 内容 |
|---|---|
| 1934年 | 竹鶴政孝氏がサントリーを離れて大日本果汁株式会社を設立する 北海道にて余市蒸留所が竣工する |
| 1935年 | 初・再留を兼ねる1基のポットスチルが設置される |
| 1936年 | 大日本果汁がウイスキーとブランデーの生産免許を取得する 同年の秋頃よりウイスキーの生産が始まる |
| 1940年 | 第一号「ニッカウヰスキー」がリリースされる |
| 1952年 | 大日本果汁株式会社が名称変更により「ニッカウヰスキー株式会社」となる |
| 1974年 | 自社でのモルティング作業が廃止される |
| 1980年 | 社名変更以前の北海道の元本社事務所が街の指定文化財となる |
| 1986年 | 旧貯蔵庫を改装して「竹鶴資料館」が開設される |
| 1989年 | 「シングルモルト余市」がリリースされる |
| 1998年 | 竹鶴資料館が「ウイスキー博物館」へとリニューアルされる |
| 2001年 | ニッカウヰスキー社がアサヒビール社傘下となる |
| 2001年 | 余市蒸留所がSMWS認定のモルトウイスキー蒸留所となる |
| 2004年 | 「ニッカウヰスキー余市蒸留所」として北海道遺産に選定される |
| 2008年 | 「シングルモルト余市1987」がワールドウイスキーアワードで世界最高賞を受賞する |
| 2016年 | 西川浩一工場長がアイコンズオブウイスキーの「ワールド・ベスト・ディスティラリー・マネージャー」を受賞する |
| 2020年 | 敷地内にて蒸留廃液を活用したバイオガス発電施設が新たに建設される |
| 2021年 | 余市蒸留所の見学施設であるウイスキー博物館の一部が「ニッカミュージアム」にリニューアルされる |
余市蒸留所に纏わるストーリー
りんごジュース
余市蒸留所の建設地が決定された背景には,そのウイスキー作りに適した環境の他に,りんごの産地であったことも影響しています。
竹鶴政孝氏はウイスキーが生産を開始してから発売まで数年かかることを見越し,地元産のりんごでジュースを作って資金源を確保することをまず考えていました。
大日本果汁株式会社の創業時からリンゴジュース発売の構想があり,実際に販売されたのは1935年となりました。しかしながらこのジュースにはどうも濁りが生じてしまったようで,多くの消費者は購入を拒み,大半が返送されてきてしまったのだとか。
そこで竹鶴政孝氏は驚きの策に出ます。
それは返送されてきたリンゴジュースを原料にアップルワインを作ることでした。これが功を奏して資金問題が改善され,山崎蒸留所の初期スチルを製作した大阪の渡辺銅鉄工所に,1基のポットスチルを発注することができるようになりました。
ちなみにりんご関係の事業は1945年から順次廃止されてしまいましたが,1960年より新たに青森に弘前工場を建てて再開され,現在まで継続されています。ニッカのアップルワインはとても美味しいですよね!
石炭直火蒸留へのこだわり
余市蒸留所では創業時より石炭直火加熱によって蒸留を行なっており,実際に竹鶴氏が参考とした本場のスコットランドでも概ね1970年代までは主流な加熱方式でした。
しかしながら石炭を焚くにてスチルの加熱を行う際は,その温度管理の難しさから「熟練の技術を有した職人」が必要となります。そのため人件費的な要因と環境影響への配慮から徐々に「蒸気による間接加熱方式」へとトレンドが移ろってしまいました。
余市蒸留所においても2003年には環境影響への配慮が問題となり何らかの対策を迫られることとなります。この際に選択肢は次のふたつ。
「総工費1億円をかけてフィルターを設置することで石炭直火蒸留を維持する」
「比較的安価で済ませられるポットスチルの交換にて,蒸気による間接加熱方式へと転換する」
もちろん石炭直火蒸留の廃止は余市の風味の変化を伴うことが明白です。そうなると職人魂の宿ったニッカウヰスキー社の決断が「1億円のフィルターの設置」となったことは必然でした。
そして2006年にはグレンドロナック蒸留所が石炭直火蒸留を廃止したことにより,本場のスコットランドでもオールドファッションな石炭直火蒸留を行う蒸留所は完全に淘汰されることとなりました。
そんな現状において,まさしく石炭直火蒸留は余市が持つ世界に誇れる唯一の個性のひとつであると言えるでしょう。

「余市蒸留所」製法の特徴
- 年間生産量
200万リットル - 仕込み水
余市川の伏流水 - 大麦
スコットランドから輸入 - ピーテッドレベル
ノンピート/
レギュラー(5〜15ppm)/
ヘビリー(20ppm以上) - マッシュタン材質
ステンレス製セミロイタータン(三宅製作所製) - マッシュタン容量
6.5トン(5.5〜6.5トン) - ウォッシュバック
ステンレス製(大和ステンレス工業製)10基 - ウォッシュバック容量
40000リットル
- 発酵時間
72時 - スチル加熱方式
石炭直火加熱/スチームコイル - ポットスチル(初留)
ストレート型4基
(三宅製作所製)
7,000L2基・10,000L2基 - ポットスチル(再留)
ストレート型2基
(三宅製作所製)
10,000L1基・13,000L1基 - コンデンサー
伝統的なワームタブ - ウェアハウス形式
ダンネージ式・ラック式 - 樽詰め度数
63〜65%
製麦について

ポイント
余市蒸留時では1974年まで自社製麦を行っていましたが,現在は廃止されています。廃止以前は石狩産のピートでモルトの乾燥を行っていましたが,同じタイミングでこのピートの使用も中止されています。
現在,原料のモルトはスコットランドから輸入されています。ピーテッドレベルは3水準設けられており,ノンピーテッド・レギュラーピーテッド(5〜15ppm)・ヘビリーピーテッド(20〜50ppm)となっています。使用されるピートもスコットランド産のものとなっています。
生産されるウイスキーの大半はレギュラーピーテッドタイプのモルトを原料としたものであり,年末にかけてヘビリーピーテッド麦芽で仕込みを進めていくとのことです。
用意されたモルトはスイスビューラー製のローラー式モルトミルで粉砕してグリストとしたのち,糖化の工程へと進みます!
▼
糖化について
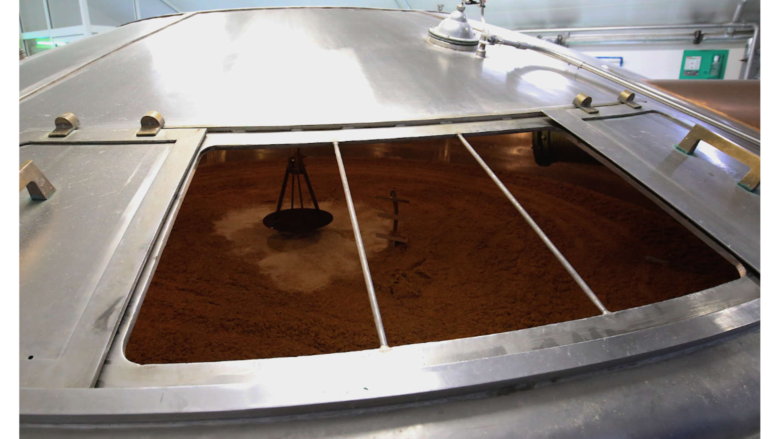
ポイント
余市蒸留所では仕込み水として余市川の伏流水を使用しています。この水は硬度20程度の軟水です。
マッシュタンは1バッチあたり1バッチあたり6.5トンのグリスト容量を誇る,ステンレス製のセミロイタータンになります。
製麦によって得られたグリストはマッシュタンへと投入され,加熱した仕込み水を3回に分けて,温度を上げながら注ぐことで糖化が進められます。この糖化手法はインフュージョン法と呼ばれています。
糖化が完了すると糖分を多く含んだウォートが,1バッチにつき約25,000リットル得ることができます。
次の工程は発酵になります!
▼
発酵について
ポイント
余市蒸留所には容量40,000リットルでステンレス製のウォッシュバックが10基設置されています。実際に使用されているのは10基のうち6基であり,容量も40キロリットル満タンではなくて25〜28キロリットル程度のみが満たされます。
発酵に使用される酵母は複数種類のディスティラーズ酵母が組み合わせられています。
糖化によって得られたウォートは酵母が活発に作用可能な20℃前後まで冷却されたのち,1基のウォッシュバックへと移されて発酵が進められます。ウォッシュバックには温度調整を行うウォータージャケットが装備されており,32.5℃以下に保たれるように設定されています。
発酵にかける時間は約72時間と,比較的長めとなっています。発酵が完了するとアルコール度数約8%程度のウォッシュが完成します。
次の工程は蒸留になります!
▼
蒸留について

ポイント
余市蒸留所にはウォッシュスチル(初留釜)が4基,スピリットスチル(再留釜)が2基設置されています。
容量について初留釜は7,000Lと10,000Lのものが各2基ずつあり,再留釜は10,000Lと13,000Lが各1基ずつとなっており,2基の初留釜と1基の再留釜が対になっています。
加熱方式については初留釜が石炭直火方式,再留釜が石炭直火と蒸気による間接加熱方式のハイブリッドとなっています。コンデンサーについては再留釜1基のみがシェル&チューブ方式で,残りは全てが伝統的なワームタブ式です。
また形状についてはどれもストレート型ですが,シェル&チューブ式のコンデンサーに繋がれる再留釜のみラインアームが水平となっており,他のスチルは全て下向きのラインアームとなっています。
発酵によって得られたウォッシュはウォッシュスチルへと移されて初留が行われます。初留が完了するとアルコール度数約20%となったローワインを得ることができます。
次いでローワインはスピリットスチルへと移されて再留が行われます。再留によって得られるアルコールはスピリッツセイフと呼ばれる箱を通り,ここで蒸留初期・終期の不安定な香味成分を持ったスピリッツが除去されます。
この工程をミドルカットと言い,スチルマンと呼ばれる熟練の蒸留技士の管理のもとで行われています。
再留・ミドルカットを終えるとアルコール度数約70%のニューポットを確保することができます。
次の工程は熟成になります!
▼
熟成について

ポイント
余市蒸留所には26棟のウェアハウスが建っており,伝統的なダンネージ式(2段積み)とラック式が併用されています。かつては28棟でしたが,2棟はウイスキー博物館へと改装されています。
熟成に使用される樽は一般的なバーボン樽やシェリー樽はもちろんのこと,地元に自生しているミズナラで作られた樽なども採用されています。
また蒸留所内には小さなクーパレッジ(樽工場)があり,2人の樽職人と1人のスタッフのみで樽のリメイクやリチャーなどの工程を完結させています。3人で1日に扱う樽の数は30個程度になるとか。
加えてこのクーパレッジで独自にチャーリングしたヴァージンオーク樽も製作しており,こちらも熟成に使用されています。
通常ヴァージン樽では短期間で樽の香味が一気に原酒へと移されるため長期熟成には適していないとされています。しかし余市では20年程度この樽で熟成を行うこともしばしばあり,樽のエグみに負けない原酒の力強さを感じさせます。
蒸留で得られたニューポットは加水によってアルコール度数を63〜65%程度に整えたのち,ウェアハウスへと移されて長い時間を眠ることとなります。
ちなみに現在,熟成が完了した原酒のほとんどは千葉の柏工場でボトリングされています。
オフィシャルボトル一覧
余市蒸留所のオフィシャルボトルを紹介していきます!
シングルモルト余市NA
ポイント
竹鶴政孝氏が本場スコットランドに近い理想的な地として選んだ余市。そこで生まれた本場顔負けの唯一の個性を誇るシングルモルトになります。
力強いピートスモークと石炭直火蒸留による独特のロースト感は相性が抜群です。
また芳醇な果実香も有することから,非常にバランスの良い仕上がりとなっています。
香り
樽由来のオーク香/モルティな甘み/芳醇な柑橘香/力強いピートスモーク/潮風の香り
味わい
力強いピートスモーク/穏やかな潮風/柑橘の甘み/オーク香/ウッディでビター/モルティ/香ばしいロースト感
余韻
ウッディな暖かみと余市らしいピートスモークが長く続く
過去の限定リリース
ニッカウイスキーは2017年頃から毎年限定商品をリリースしていました。
やはり値段は高騰気味ですが,各種存在だけでもご紹介させていただきます!
2021年
シングルモルト余市
ノンピーテッド
2020年
シングルモルト余市
アップルブランデーウッドフィニッシュ
2019年
シングルモルト余市
リミテッドエディション2019
2018年
シングルモルト余市
マンサニーリャウッドフィニッシュ
2017年
シングルモルト余市
モスカテルウッドフィニッシュ
参考資料
参考サイト:JWIC / 余市蒸留所公式 / whisky.com