記事の概要
ウイスキーの製法全容については「ウイスキーの製法」という記事で簡単にまとめています。
予めご一読頂くと,より理解が深まるかと思います!
この記事では製造工程のうち,「熟成(マチュレーション)」についてより詳細に解説していきます。
※モルトウイスキーの生産における熟成工程
【前回記事】ウイスキーの製法解説「蒸留編」

\\執筆者情報//
初谷(はつがい)
ウイスキーに関わるあらゆる情報をまとめ,「ウイスキーを知りながらより深く楽しめる記事」を発信しています。
【Shop】ウイスキー専門店『Drinkable books』
【経歴】東京都立大卒|元公務員・ネット酒屋開業
【資格】JWRC公認ウイスキーエキスパート|ウイスキー検定2級
【その他】バンド「Candid moment」のドラマー
各種SNSも運用中!

「熟成」とは…?

熟成の概要
前回解説した蒸留までの工程により,アルコール度数70%となったニューポットが確保されましたが,この状態では未だ無色透明でアルコールの刺激が強く残り,荒々しくて飲みづらいものとなっています。
もちろんこのままでも飲めないわけではなく,蒸留酒の歴史においてはニューポットは強い印象と活力を付与することから「生命の水」とも呼ばれていた事実があります。しかしながら現代においては,この荒々しさを抑え込むために樽を活用した熟成を行うのが一般的となっています。
熟成(マチュレーション)はニューポットを木製の樽に詰めて貯蔵することで徐々に進行していきます。代表的なスコッチにおいては定義によって3年以上の熟成が義務付けられていることからも,熟成には長大な時間を要することがわかります。
熟成期間中,樽の内部は木材繊維の微細な間隙を介して外界と繋がっており,文字通り「樽が呼吸をする」ように内から外にニューポットから生じる水やアルコール,不快な香気等の揮発物等が流出。反対に外から内に酸素が取り込まれることで酸化反応等が進行することで,ニューポットは円熟感が増して美味しいウイスキーに変化していきます。
円熟感は一般的に熟成期間の長さに比例することとなるため,ウイスキーの製造工程のうち製麦から蒸留までが概ね1週間程度であるのに対し,熟成には数年から数十年単位の長い時間を設ける必要があります。
また熟成は必要な時間の長さのみならず,最終的に完成するウイスキーのテイストに5〜7割もの影響力を持っているともされていることから非常に重要な工程と言うことができます。
熟成中に起きること
低沸点成分の揮発
蒸留直後のニューポットにはDMSやDMDSなどの硫黄化合物やカルボニル化合物などの不快な刺激臭を発する揮発性の物質が残存しています。
熟成では水やアルコールも年に2〜3%程度がエンジェルズシェアとして揮発していきますが,これらの低沸点成分も熟成初期段階において併せて蒸散していくことになるため,不快な香気が徐々に弱まっていくこととなります。
▼
化学的な変化
熟成中の樽内では様々な化学反応も生じており,その進行とともにウイスキーのテイストが改善・発展していくこととなります。具体的な化学反応としては次の3点が良好な影響を与えているとされています。
- 不快感を醸し出す成分が酸化・縮合する
▶︎カルボニル化合物,硫黄化合物,不飽和脂肪酸等による不快感や未熟成感が無くなる
- 樽材成分の溶出
▶︎樽がアルコールと接することにより,木に含有されるセルロース,リグニン,ラクトンなどの甘みを呈する成分が原酒に付与される
- アルコールのエステル化
▶︎アルコールがアルデヒドや有機酸の状態を経てエステル類を形成することにより,まろやかでエステリーな華やかさが得られる
▼
物理的な変化
通常ニューポットは樽詰めに際して加水されていますが,熟成期間中に細長いアルコールの分子を取り囲むように,添加した水の分子がくっついてクラスターを形成していきます。
このクラスターの規模は熟成期間の長さに比例するとされており,大きいほど周囲の水分子がクッションとなり,アルコールからダイレクトに伝わる刺激が失われます。要するに長期熟成となるほどこの物理的変化が進行し,ウイスキーがまろやかに変化していくことになります。
プチまとめ
- 熟成中に消失するもの
▶︎未熟成感,不快な香気を発する化合物
- 熟成で付与されるもの
▶︎甘みを呈する樽材成分,エステル類
- 熟成中も不変なもの
▶︎高沸点成分,高級アルコール,高級脂肪酸など
熟成庫の形式
ダンネージ式

出典:whisky.com
見出しテキスト
ダンネージ式は各段ごとに木のレールを敷き,樽を2〜3段程度に積み重ねて貯槽するスタイルであり,倉庫自体は土の床と石の壁を有する構造とされる場合が多いです。稀に床や壁をコンクリート製としている蒸留所もあります。
通常壁面の両サイドに通風用の格子窓が設けられており外気が循環しやすく,また床が湿気を出しやすい土製であることから,内部が高湿度に保たれているのが特徴です。
湿度と熟成スピードの関係について明確な研究データは未だありませんが,経験則として湿度が高いほど熟成が緩やかに進み,長期熟成に適しているとされます。
ウイスキーの主産地であるスコットランドにおいて最も一般的かつ,伝統的なウェアハウスのスタイルであり,現在も個性的な原酒を作る多くの蒸留所が採用しています。
メリット
- 高湿度が保たれる
▶︎熟成が緩やかに進むとされており,長期熟成に適している - 高さ方向の気温差が生じない
▶︎ウェアハウス内での熟成進行度のばらつきが低減できる - 外気が満遍なく循環する
▶︎蒸留所の位置する環境や気候の影響が最大限反映される - 土地があれば初期費用が安い
デメリット
- 熟成が遅い
▶︎湿度の高さは長期熟成に向いている反面,短期熟成には適していない - 大規模生産に向かない
▶︎積み重ねの高さが3段程度に限られるため,大量の樽を保管するには広大なスペースが必要となる - 樽の移動に相当な労力が必要
▶︎樽の移動に大きな機械を使用できないことから人力作業となり,機械を使用できるラック式に比べて3倍程度の時間を要する - 周辺環境の影響をシビアに受ける
▶︎周囲の建物や局所的な湿度,また庫内の日当たりなどの違いによる影響を諸に受けるため,同じダンネージでも他との比較がしづらい。
ラック式

出典:google map
見出しテキスト
ラック式は数段から10段程度の高さがある鉄製のラックに樽を並べて熟成させる方法です。建物自体は薄い壁とトタン屋根である場合が多く,比較的季節ごとの温度変化に敏感。外気を循環させるための通風口は壁沿いに設置されるケースが多いです。
またダンネージ式と庫内平均温度の差はほとんどありませんが,ラックの高さによっては庫内上部と下部で温度の差が大きくなる場合があり,熟成の進行スピードに差異が生じる可能性があります。
1960年ごろに登場した方式であり,小さなスペースに大量の樽を保管できることから,大規模な生産を行う蒸留所でよく採用されています。
特にアメリカにおいては木材の骨組みを有する7階層程度のラックが熟成に広く用いられており,これらは狭義にオープンリック式と呼ばれています。
メリット
- スペース効率に優れる
▶︎高さ方向に多くの樽を収容できることから,多くの樽を貯蔵するのに広い土地を必要としない - 樽の移動が容易
▶︎個々の樽がラックの1スペースに収まっているため出し入れや移動が用意のため,上層・下層での入れ替えを高頻度で行うことも可能 - 上層は短期熟成向き
▶︎上層は気温が比較的高く,樽内から蒸散した水分は下層に滞留することから,比較的湿度が低くなるので短期熟成に適する
デメリット
- 熟成進行度が庫内で均一とならない
▶︎庫内で高さの違いによる温度・湿度の差が大きく生じるため,熟成の進行度が均一性に欠ける - 初期費用が高い
▶︎背の高い建物と鉄製ラックの建造には相応のお金が必要
パラタイズ式

出典:whisky.com
見出しテキスト
パラタイズ式は木製のパレットに4個か6個の樽を縦置きで乗せ,パレットごと高さ方向に4〜8層程度積み重ねていく方式になります。建物の構造は基本的にラック式と同じような作りとなっています。
ラック式と同様に庫内の上部・下部では温度差が生じていますが,湿度は低めの状態が維持されていて,季節間の気温差は大きくなる傾向があります。
しかし横置きのラック式よりも,縦置きの方が少ない面積に多くの樽を貯蔵することができ,樽の移動もパレットごとに用意に行うことができます。
1980年頃から登場した手法であり,今ではそのスペース効率の良さから,熟成中の全樽の40%程度が,このパラタイズ式で熟成されているとされています。
メリット
- スペース効率はラック式以上
▶︎縦置きでは少ない面積に多くの樽を置くことができるため,大量生産に向いている - 初期費用が安い
▶︎ラックのような構造物が不要であることから比較的初期費用が安い - 樽の入れ替えが容易
▶︎各パレットごとにフォークリフトで移動が可能のため,樽へのアクセス性がかなり良好 - 短期熟成向き
▶︎低湿度かつ季節間の気温差が大きいことと,経験則として横置きよりも縦置きの方が熟成の進行が早いとされているため,短期熟成に向いている
デメリット
- 熟成の進行度がバラバラ
▶︎庫内上部と下部で気温や湿度がバラバラであるため,熟成の進行度も一貫性のない予測不能な状態となる - 液漏れリスクがやや高い
▶︎樽の平たい底面に水圧が集中するため,構造的に強い横置き時のアーチ部よりも,液漏れリスクが高くなる傾向がある - 地震には弱く危険
▶︎パレットの上にパレットを積み重ねるだけでとなるので,地震等による横揺れが発生した場合の転倒リスクが非常に高い - 長期熟成に不向き
▶︎メリットの裏返しとして短期熟成に向いている場合は,基本的に長期熟成に向かない
樽について
ウイスキーの熟成に使用される樽には木材の種類・サイズ・履歴など,風味に影響を与える多くの要素があります。前述の通りウイスキーのテイストの5〜7割を熟成工程が決定づけていることから,熟成に用いられる樽も非常に重要となります。
まずは樽の簡単な説明を。
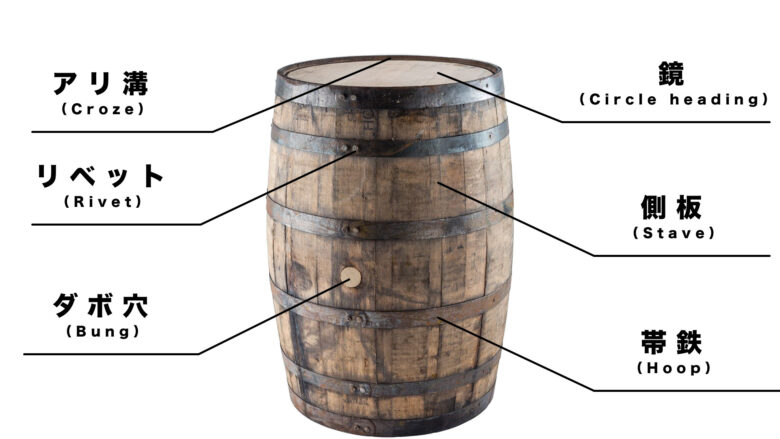
「樽」と言うと,多くの人が中央部が一番広くなっている円筒形のものをイメージすると思いますが,その構造はダブルアーチと呼ばれています。この構造は力学的に高強度であり,人力でも転がして貯蔵庫に運び込めることから,ウイスキー作りにおいても古くより採用されています。
その材質については,西洋における入手性や加工性の良さから一般に楢(オーク)材が使用されており,オークは樽の状態でも堅牢性・密封性に優れています。詳細は後述しますが,オークには複数の品種があり,その品種によって異なる香味成分がニューポットに付与されるのも面白いポイントです。
地域や用途によって多様なサイズの樽が使用されている場合があり,ウイスキーの熟成に使用される樽にもいくつかのサイズ分類があります。その大きさの違いによって,内容量に対する樽内面の表面積の割合が変わってくることから,樽のサイズは熟成の進行スピードに関係する重要な要素となります。
また樽に詰めて貯蔵されるのはウイスキーだけではなく,ワインやシェリー酒,コニャックなども同じように樽詰めされます。最近ではウイスキー作りにおいて,このような他の酒類の貯蔵に使用されていた樽を転用することも一般化してきており,その「樽の履歴」によってウイスキーの風味も大きく変わってくることとなります。
これまでを踏まえ,樽について「木材の種類・サイズ分類・履歴」の3つの要素を解説していきます!
木材の種類
樽材には広くオーク材が使用されていますが,このオークというのは学名をクエルクスと言い,ブナ科のコナラ属に分類される広葉樹の総称です。このクエルクスという学名には「美しい木」や「良い材木」といった意味があります。
日本で言うオークには常緑樹の樫と落葉樹の楢が包含されますが,欧米では樫が分布していないことから,英語のオークを訳す際には「楢」が適当となります。(樫はLive Oakと言う)ちなみに楢の木の実はどんぐりです。
ブナ科コナラ属には300種類程度が属していますが,ウイスキー樽として主に使用されるのはコナラ亜属のホワイトオーク,コモンオーク,セシルオーク,ミズナラの4種類となります。この4種について順々に説明していきます。
- ホワイトオーク(クエルクス・アルバ)
▶︎ウイスキー用の樽材として最も広く使用されている品種。スコッチを初めとしてバーボンやシェリーの熟成にも広く使用されており,転用品も含めるとスコッチの9割が熟成にホワイトオーク製の樽を使用していることになる。ウイスキーにはバニラ系の甘さを付与することが知られている。北米に広く分布していることからアメリカンホワイトオークとして親しまれている。
- コモンオーク(クエルクス・ロブール)
▶︎ヨーロッパに広く生息していることからヨーロピアンオークとも呼ばれている。学名のロブールは「強い木材」を意味しており,古くかブランデーやワインなどの熟成に使用されてきた。ウイスキーには特有のフルーツ香やスパイス感を付与するが,フランスやスペインなどの産地の違いによって材質が大きく異なるため,使用に際しては産地の検討が必要。
- セシルオーク(クエルクス・ペトラエア)
▶︎ワイン樽に広く使用される品種であり,フランスを主産地としていることから,フレンチオークといった場合このセシルオークを指すことがある。学名のペトラエアは「岩石」を意味しており,痩せた土壌でも生育することが可能。
- ミズナラ(クエルクス・モンゴリカ)
▶︎日本では北海道に生息しており,樽材として使用した場合にはオリエンタルな伽羅香を呈する。しかし成長が遅く,幹を捻るように伸びることから樽材としての加工性が非常に悪く,技術が必要となる。
サイズ分類
| 呼び名 | 内容 |
|---|---|
| オクタブ 約50L | シェリー酒やウイスキーの熟成に活用される樽であり,シェリーバットの8分の1の容量である。 |
| クォーター 約120L | かつて運搬性に優れるとしてウイスキーの熟成に使用されていたサイズの樽。シェリーバットの4分の1の容量であるため「クォーター」と呼ばれている。 |
| バレル 約200L | バレルはフランス語のBarilを語源とし,元々容量40UKガロン(約180L)の樽を指していた。現在ではアメリカでホワイトオークを材料に作られているが,容量を200Lにする動向が見られる。 |
| ホグスヘッド 約250L | 豚一頭(ホグス)と同じくらいの重さとなることから名付けられた。バーボンバレルを一度解体し,一回り大きく再構築されたもの。寸胴な外観をしており,一般的にスコッチの熟成に多く用いられる。 |
| パンチョン 約500L | ビール用のパンチョンは容量320L,ラム用のパンチョンは容量550Lだったが,サントリーが容量500L程度の樽をパンチョンと呼んで熟成に使用している。一般的にホワイトオーク製である。 |
| バット 約500L | バットはラテン語で大きい樽を意味する。元々シェリー酒の輸送用としてホワイトオーク材かヨーロピアンオーク材製のものが使用されていた。最近ではウイスキー事業者が樽をボデガに持ち込み,シェリー酒で一定期間シーズニングしたものをシェリーバットと呼ぶケースが多い。 |
履歴
「樽の履歴」とは,ウイスキーの熟成に使用される樽が「前に何のお酒を詰めていたのか」ということを表しており,シェリー酒を詰めていた樽がシェリー樽と呼ばれたり,バーボンを詰めていたものがバーボン樽と呼ばれたりします。
基本的にメインの熟成にはバーボン樽かシェリー樽が使われることが多いですが,最近ではウッドフィニッシュとしてワイン樽や酒精強化ワイン,ラム樽などの様々な樽を熟成の仕上げに活用するケースも増えてきています。
ここではウイスキーの熟成に使用されるさまざまな履歴の樽を紹介します!(かっこ内は得られる風味の例示です)
- バーボン樽
▶︎バーボン樽はアメリカで作られるバーボンウイスキーを以前に詰めていた樽のことになります。バーボンはその定義上樽の再利用ができないため,スコッチの熟成に多用されるようになりました。
(バニラの甘さ/オークの甘さ/ナッツ感/はちみつ)
- シェリー樽
▶︎シェリー樽はスペインのヘレスで作られるシェリー酒(酒精強化ワインの一種)を以前に詰めていた樽になります。シェリー酒にも下記の通りいくつか種類があり,それぞれ異なる特徴が得られます。
−ペドロヒメネス(ぶどう/レーズン/強い甘み)
−オロロソ(ウッディ/くるみ/深いコク/ビターチョコ)
−モスカテル(フローラル/柑橘/マスカット/レーズン)
−フィノ(ブリニー/カモミール/フレッシュ/アーモンド)
−マンサニージャ(ブラウンシュガー/はちみつ/チョコレート)
- マデイラワイン樽
▶︎ポルトガルのマデイラ島で作られる酒精強化ワインの一種,マデイラワインを以前詰めていた樽になります。
(シロップの甘さ/ミント/シトラス/フレッシュ)
- ポートワイン樽
▶︎ポルトガル北部の港町で作られる酒精強化ワインの一種,ポートワインを以前に詰めていた樽になります。
−ルビーポート(タンニンの渋み/スパイシー/フルボディ感)
−トゥニーポート(カシス/柑橘の甘味/多層的)
- ワイン樽
▶︎世界各地の赤ワインや白ワインを以前に詰めていた樽になります。
−(赤)バローロ(重厚感/タンニン/ドライ)
−(赤)バーガンディ(濃い甘み/レーズン/香り高い)
−(白)ソーテルヌ(レモン/梨/桃/フレッシュな甘み)
−(赤)アマローネ(リッチ/チョコレート/燻製香)
- ビール樽
▶︎以前にビールを詰めていた樽になります。
(カカオ感/ホップの苦味/ビター感)
- ラム樽
▶︎以前にサトウキビを原料として作られるラム酒を熟成させていた樽になります。
(カラメル/焦げた砂糖感/濃厚な砂糖系の甘み)
各種SNS運用中!
フォローしてね👍