記事の概要
世界中の蒸留所図鑑完成を目標としたシリーズです。
今回はスコットランドより「リンドーズアビー蒸留所」になります!
Points!「立地・歴史・伝統的な製法・オフィシャルボトルの簡単な解説」
キーワード
リンドーズ修道院/アクアヴィテ/ジムスワン博士
リンドーズアビーの特徴
ノンピート/STR樽/強くフルーティ/エレガント/りんご/バニラ/キャラメル

リンドーズアビー蒸留所
リンドーズアビー蒸留所の立地・歴史・製法についてまとめていきます。
蒸留所の概要
| 創業年 | 2017年 |
| 所有会社 | ザ・リンドーズ・ディスティリング社 |
| 地域分類 | スコットランド,ローランド |
| 発酵槽 | ダグラスファー製4基 |
| ポットスチル | 初留1基・再留2基 |
| 仕込み水 | 敷地内の井戸水 |
| ブレンド先 | ー |
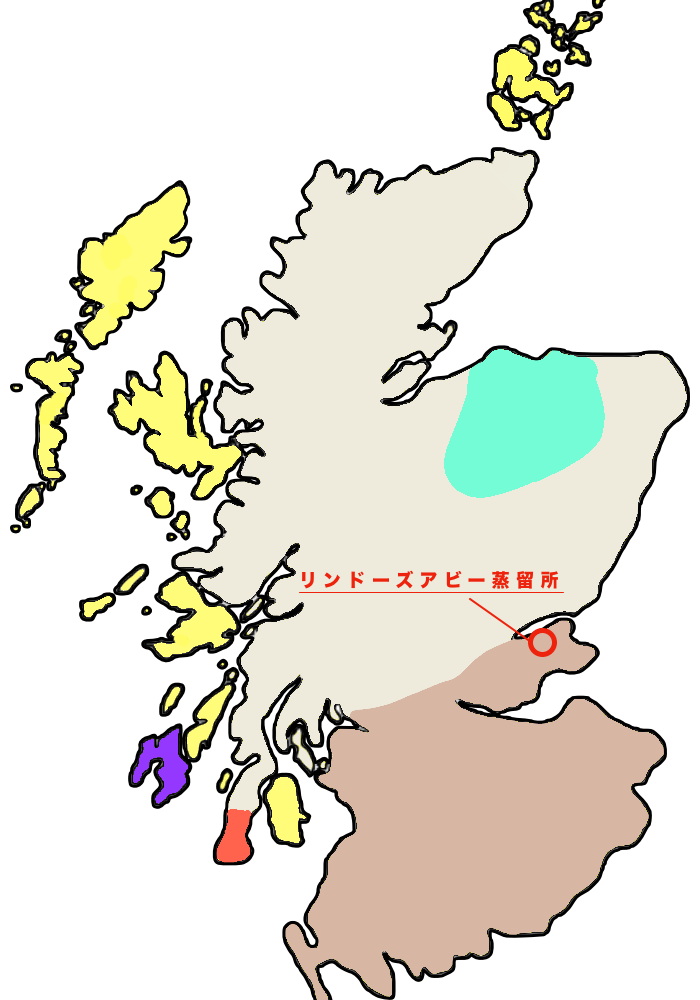
「リンドーズアビー蒸留所」蒸留所の立地

ポイント
リンドーズアビー蒸留所はスコットランドのローランドに位置しています。より具体的にはテイ川の南岸部にあるニューバーグの街のはずれに位置しており,エジンバラから70km程度離れたハイランドとの境界付近になります。
蒸留所の建つ地はかつてリンドーズ修道院という大きな寺院があった場所の真向かいであり,建設工事の前に考古学的な発掘調査が行われており,巨大な石壁や陶器,配管などが発見されています。
この修道院はスコッチウイスキー最古の記録に登場するジョン・コーが滞在していたとされていますが,建物自体は1600年ごろ,まちづくり用の石材に転用するべく解体されており,現在はわずかな断片のみが確認できる程度となっています。
また蒸留所にはビジターセンターの他にカフェやバー,大宴会場などの観光設備が充実しており,独自の見学ツアーも実施されています。
「リンドーズアビー蒸留所」蒸留所の歴史
リンドーズアビー蒸留所の歴史を下表のとおり整理しました!
※蒸留所の建つ地にゆかりのあるリンドーズ修道院に纏わる歴史も併せて記載します。
| 西暦年 | 内容 |
|---|---|
| 1191年 | リンドーズ修道院が建設される |
| 1494年 | スコットランド最古のウイスキーに纏わる記録の登場人物であるジョン・コーがリンドーズ修道院に滞在していた |
| 1559年 | 宗教改革により修道院が廃寺となる |
| 1584年 | 修道院の解体が始まり,石材はニューバーグの街の建設に転用される |
| 1912年 | 修道院の廃墟を含む周辺の土地をの農夫のジョウ・ハウソン氏が購入する |
| 2013年 | ジョン氏のひ孫にあたるドリュー・マッケンジー・スミス氏が蒸留所創業に向けて投資家の支援を得る |
| 2015年 | 蒸留所建設予定地である修道院跡の考古学的調査が開始される |
| 2016年 | 発掘調査が終了し,同年7月より建設が始まる |
| 2017年 | リンドーズアビー蒸留所が創業される |
リンドーズアビーに纏わるストーリー
リンドーズアビーが好きになってしまうストーリーがたくさんあります…
3個ほど挙げてみましたので,それぞれタップでチェックしてみてください!
遺跡の発掘調査
リンドーズアビー蒸留所の建設予定地は,かつて存在したリンドーズ修道院の跡地でした。そのため建設着手前に22箇所もの考古学的発掘調査が行われる運びとなりました。
その結果,土地の地下約12m程度の深さに高さが18mにも及ぶ大きな石壁が発見されており,リンドーズ修道院が大衆の予想よりも遥かに巨大であったことが判明しました。
またかつて修道院には14万m2にも及ぶ果樹園があったらしく,現在はその跡地に新たにりんごや梨などの木が植えられています。

ジムスワン博士との繋がり
リンドーズアビー蒸留所は蒸留所の創業にあたり,近年の新興蒸留所から引っ張りだこであったジムスワン博士を主任コンサルタントとして迎え入れました。
そして蒸留所のプランニングは全て彼に一任しており,マッシュタンやポットスチルなどの生産設備はフォーサイス社製とし,特に熟成に使用する樽にはジムスワン博士が発明したSTR樽を採用することが決定していました。
しかしながらリンドーズアビー蒸留所が完成する前である2017年の2月,博士はノックニーアン蒸留所の試運転をしていた際に急逝してしまいました。
そのため博士がコンサルタントを終える際,蒸留所に渡されるはずであった「今後のプランを示したファイル」が手元に残らず,彼が手がけた他の蒸留所とは全く異なる道を進んでいくことを余儀なくされてしまいました。
これを受けて蒸留所の運営は蒸留責任者となったゲイリー氏に一任され,最適な生産計画やブランディングを独自に行うこととなります。
この独自性の一例として,博士はコンサルタントとして早期から商業的に成功する蒸留所を目指していたことから,発酵時間について80時間程度と言及していましたが,実際に採用されたのはさらに長い114時間というこだわりの長さでした。
そう。残されたリンドーズアビーの人々は,商業的な成功ではなく,単に最高のテイストを生み出す方向に大きく舵を切ることにしたのです。
「リンドーズアビー蒸留所」製法の特徴

- 年間生産量
22.5万リットル - 仕込み水
敷地内の井戸水 - 大麦
自社の畑,ファイフ産 - モルトスター
マントンズ社 - ピーテッドレベル
ノンピート麦芽(0.5ppm) - マッシュタン材質
ステンレス製セミロイター - マッシュタン容量
1バッチあたり2トン - 酵母
アンカー社製
ディスティラーズ酵母,ドライタイプ - ウォッシュバック
ダグラスファー製4基
- ウォッシュバック容量
13,000L
(張込み9,500L) - 発酵時間
96〜114時間 - スチル加熱方式
蒸気間接加熱 - ポットスチル(初留)
1基
10,000L,バルジ型 - ポットスチル(再留)
2基
3,500L,バルジ型 - コンデンサー
シェル&チューブ - ウェアハウス形式
ダンネージ式,ラック式 - 樽詰め度数
63.5%
製麦について

ポイント
リンドーズアビー蒸留所では自社製麦を行っておらず,創業時はモルトスターのマントンズ社に製麦を委託していました。2020年以降は地元のモルトスタであるクラフティー・モルトスターズ社と提携しました。
製麦に際してピート処理は行われず,モルトは全てノンピートタイプとされています。
使用される大麦はコンチェルト種で,全てリンドーズおよびファイフ産のものであり,地元産にこだわりがあります。実際に2020年には蒸留所より10km程度南に位置するフォークランドエステートの大麦が新たに使用開始されました。
原料のモルトはモルトミルで粉砕してグリストとしたのち,糖化の工程へと進みます!
↓製麦工程の詳細な解説↓
▼
糖化について

ポイント
リンドーズアビー蒸留所では仕込み水として敷地内の井戸水を使用しています。
マッシュタンはフォーサイス社が手がけており,1バッチあたり2トンのグリスト容量を誇るステンレス製のセミロイタータンになります。
製麦によって得られたグリストは,1回目のお湯と混合されたのちにマッシュタンへと投入され,2,3回目とお湯の温度を上げながらスパージングすることで糖化が進められます。
各回のお湯との接触ごとにウォートを抽出し,通常糖類が多く含まれる1,2回目のウォートが発酵に回され,糖分が少ない3回目のウォートは次のバッチに混合されます。
この糖化手法はインフュージョン法と呼ばれており,この作業は週に4回行われています。
ここで,出来るだけ清澄度の高いウォートが得られるように,マッシュタンには「Volauf pipework」という,なるべく水飛沫を生じさせずにマッシュタンの内容物を循環させる設備が導入されています。
糖化1バッチあたりに得られるウォートの総量は約9,500リットルで,4基ある発酵槽のうちの1基に送られることとなります。
次の工程は発酵になります!
↓糖化工程の詳細な解説↓
▼
発酵について

ポイント
リンドーズアビー蒸留所にはダフタウンのジョセフ・ブラウン・バット社が手がけた,容量13,000リットル(張込み9,500リットル)でダグラスファー製のウォッシュバックが4基設置されています。
使用される酵母はアンカー社製でドライタイプのディスティラーズ酵母です。また現在ヘリオットワット大学と酵母に関する共同研究を行なっており,実験的な試みが行われているようです。
糖化によって得られたウォートは熱交換器を介して冷却を行いますが,32℃となった時点で酵母を添加し,その後に18℃まで冷却しています。このひと工夫はフルーティな酒質を追求する蒸留所の精神によるものです。
冷却されたウォートをウォッシュバックへ投入することで発酵が始まります。
発酵にかける時間は96時間から114時間と非常に長めに設定されており,最終的な原酒のフルーティさにつながる多様な香味やエステル類を多く得る目的があります。
発酵が完了するとアルコール度数約8%となったウォッシュを得ることができます。
次の工程は蒸留になります!
↓発酵工程の詳細な解説↓
▼
蒸留について

ポイント
リンドーズアビー蒸留所には容量10,000リットルのウォッシュスチルが1基,容量3,500リットルのスピリッツスチルが2基設置されています。
形状はどれもバルジ型で,ラインアームはやや下向き。ウォッシュスチルに対してスピリッツスチルは半分以下の容量で小ぶりです。
サイズも含め,ポットスチルの1:2の構成はジムスワン博士が考案したもので,銅とのコンタクトが最大限に得られるように設計されています。これにより,得られる酒質は軽やかでクリーンなものとなります。
また加熱方式は蒸気による間接加熱方式,コンデンサーはシェル&チューブ方式が採用されています。
余談ですが,ウォッシュスチルはドリューの母にちなんで「ドードー」と呼ばれており,スピリッツスチルはドリューらの子供にちなんで「ポビー」と「ジー」と呼ばれています。
発酵によって得られたウォッシュはまずウォッシュスチルに移されて初留が行われます。初留が完了するとアルコール度数約20%程度となったローワインが得られます。
続いてローワイン及び前回蒸留の残液はスピリッツスチルへと移されて再留が行われます。再留によって得られるアルコールはスピリッツセイフと呼ばれる箱を経由し,その中で蒸留初期・終期の不安定な香味成分を有した部分が除去されます。
この作業はミドルカットと呼ばれており,リンドーズアビーでは75〜67%のアルコールのみが確保され,ニューポットとなります。
次の工程は熟成になります!
▼
熟成について

ポイント
リンドーズアビー蒸留所にはダンネージ式とラック式の2種類のウェアハウスが建っています。特にダンネージ式ウェアハウスの25%程度は熟成の進行を向上させるために,暖房設備が導入されています。
使用される樽については,生前のジムスワン博士から仕入れ先の教示を受けていたことから,世界中の高品質な樽を導入することが可能です。実際に一般的なバーボンバレルをはじめ,STR樽というジムスワン博士が発明した特殊なワイン樽なども採用されています。
蒸留で得られたニューポットは加水によってアルコール度数を63.5%に調整したのち,樽詰めされて,ウェアハウスにて長い時間を眠ることとなります。
オフィシャルボトル一覧
リンドーズアビー蒸留所のオフィシャルボトルを紹介していきます!
リンドーズアビー
ファーストリリース
ポイント
リンドーズアビー蒸留所が公式リリースした最初のシングルモルトになります。
生前のジムスワン博士が考案した設備を活用し,蒸留所独自の運用を行うことで「早期熟成が可能かつ長期熟成に可能性が見出せる」ようなシングルモルトを目標に生産が行われています。
特に長い発酵時間と,1:2のポットスチル構成によって生み出されるウイスキーは,短熟ながらもとてもフルーティでエレガントな仕上がりとなります。
また2022年のIWSCで金賞を受賞したことから客観的な評価も既に十分と言えるでしょう!
香り
エレガントでソフト/バニラ/果樹園/甘い洋梨/キャラメル/トフィー/りんごの要素
味わい
クリーミー/リッチな口当たり/バニラ/ドライフルーツ/シトラス/りんごの甘さ/スパイシー/バランスが良く複雑
余韻
ミディアム/繊細な甘さだがとても長く続く
リンドーズアビー
アクアヴィテ
ポイント
この記事でも蒸留所に纏わるストーリーの一部として紹介しましたが,同蒸留所が手がけるニューポットに地元のスパイスやハーブを漬け込んで作られた独自のスピリッツです!(ウイスキーではありません)
「生命の水」を意味し,全ての蒸留酒の起源とされるアクアヴィテの名を冠しており,その歴史的な味わいが現代版として再現されています。
こちらもIWSCで銀賞を受賞したり,エジンバラのホテルのバーテンダーから絶賛を受けたりと,客観的評価の高いボトルになります!
各種SNS運用中!
フォローしてね👍

参考資料
参考サイト:リンドーズアビー公式 / whisky.com / scotchwhisky.com / whiskygalore.co.nz / malt-review.com