記事の概要
世界中の蒸留所図鑑完成を目標としたシリーズです。
今回は日本より「山崎蒸留所」になります!
Points!「立地・歴史・伝統的な製法・オフィシャルボトルの簡単な解説」
キーワード
日本初のモルト蒸留所/サントリー/鳥居信治郎
山崎蒸留所の特徴
フルーティ/ベリー系の甘さ/濃厚芳醇

山崎蒸留所
山崎蒸留所の立地・歴史・製法についてまとめていきます。
蒸留所の概要
| 創業年 | 1924年 |
| 所有会社 | サントリー社 |
| 地域分類 | 日本 大阪府 |
| 発酵槽 | ダグラスファー製8基 ステンレス製9基 |
| ポットスチル | 初留6基・再留6基 |
| 仕込み水 | 天王山の湧き水 |
| ブレンド先 | ローヤル オールドなど |
「山崎蒸留所」蒸留所の立地
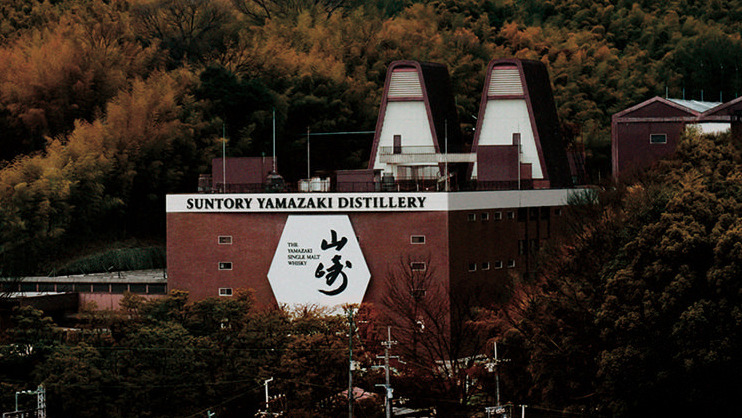
出典:サントリー公式
ポイント
山崎蒸留所は日本の京都の南西、天王山の麓にあたる山崎に建つ蒸留所です。
蒸留所近辺では日本の百名水に選出される「離宮の水」が湧き出しています。
またこの地域は桂川・宇治川・木津川が合流する湿潤な地域であることから、ウイスキー造りに非常に適した土地になります。
このサントリー創業者の鳥井信治郎は、この「水」と「環境」に大きな価値を見出したため、山崎に蒸留所を建設しました。
「山崎蒸留所」蒸留所の歴史
蒸留所創業までのストーリー
建設地の確定
鳥井信治郎は「日本人の繊細な味覚にあった、日本のウイスキーをつくりたい。」という一心から山崎蒸留所の建設を計画しました。
信治郎はスコットランドのムーア博士という醸造学の権威より、蒸留所の建設に最重要となる要素は「自然環境」と「水」であるとの助言を受けていました。
自然環境について、山崎は桂川・宇治川・木津川の3河川が交わる地であり、霧がよく発生するほど湿潤な地であり、まさしく信治郎の求めていた環境が整っていました。
また水については日本最古の和歌集「万葉集」でも言及され、かの千利休も茶作りに使用したとされる評判のいいものでした。
信治郎は水の良質さについて裏付けを得るべく、サンプルの分析をムーア博士に依頼し、博士のお墨付きが得られたことにより建設地を山崎に確定させました。
建設〜創業
1923年10月、ついに山崎蒸留所の建設が始められます。
建設の際、高さ5.1m・重さ2トンという大きなポットスチルの運び込みには特に難儀したらしく、船で淀川を渡し、道中の線路を超えるために夜中にゆくりと陸輸されたとか。
そして1924年11月に蒸留所が無事に竣工し、日本初のモルトウイスキー蒸留所として活動を始めました。
稼働当初、日本人はウイスキーなどの度数の高い蒸留酒に馴染みがなく、まだまだ物珍しいという感覚を持っていました。
そのため周囲の村人からは、蒸留所にたくさんの大麦が運び込まれているのに、煙(製麦時に生じる)以外何も出てこない様子を見て「あの建物には大麦を食べる”ウスケ”という怪物がいる」だなんて噂されていたらしいです。
ここまでが山崎蒸留所の創業までのストーリーになります。
以降は山崎ブランドの発展に大きく貢献した、サントリーとブレンデッドウイスキーの歴史について年表形式でまとめていきます!
| 西暦年 | 内容 |
|---|---|
| 1929年 | 日本初の本格国産ウイスキーとして、スコッチウイスキーを基調とした「白札」が発売される しかしピート感が強く、当時の日本人からは忌避されてしまった |
| 1930年 | 白札の失敗を受けてブレンド変更を行った「赤札」を発売する こちらも日本人に受け入れられることはなかった |
| 1934年 | 樽職人として立山源丞を雇う |
| 1937年 | 日本人向けの飲みやすいウイスキーへと方向性を変えて「サントリーウイスキー角瓶」が発売される 予想を大きく上回る好評で、日本人に「サントリー=美味しい」の感覚が根付いた |
| 1940年 | 後にダルマの愛称で親しまれる「サントリーオールド」が発売される |
| 1945年 | 信治郎の次男であり、後に2代目マスターブレンダーとなる佐治敬三がサントリーに入社する |
| 1946年 | 「トリスウイスキー」が発売され、敗戦に悲しむ日本人に受け入れられる 以降「トリスバー」がブームとなり、ウイスキーを気軽に楽しめるおしゃれな場所として大人気となる |
| 1956年 | 佐治敬三によりトリスのPR誌である「洋酒天国」が発売される。 |
| 1957−1958年 | 初めて蒸留所が拡張される 創業以来使用された一対のポットスチルは撤去され、新たに4基のポットスチルが設置された |
| 1961年 | 佐治敬三が寿屋(サントリーの前身)の社長となる |
| 1963年 | 社名が寿屋からサントリーに変更される |
| 1972年 | 追加の樽貯蔵庫として近江エージングセラーが建設される |
| 1984年 | 「サントリーシングルモルトウイスキー山崎」が発売される 信治郎の孫にあたる鳥居信吾が蒸留所の次長に就任する |
| 1988年 | 蒸留所の改修が行われる これまで発酵はステンレス製のウォッシュバックのみで行われていたが、今回の改修で木製のものが導入された |
| 1992年 | 鳥居信吾がサントリーの取締役となる |
| 2002年 | 鳥居信吾が3代目マスターブレンダーに就任する |
| 2013年 | 2対(4基)のポットスチルが増設される |
「山崎蒸留所」製法の特徴
製麦について
ポイント
創業から1969年の間はスコットランドから輸入したピートを活用し、自社にてモルティングを行っていました。
1969年以降は機械式のモルティングを導入しましたが、1972年にはこちらも廃止されており、現在は製麦業者を活用しています。
原料のモルトは全てスコットランド産で、多様のピーティングレベルのものが容易されており、特にヘビリーピート(40ppm)の麦芽を原料とした蒸留は通常年末に行われています。
原料のモルトはモルトミルで粉砕してグリストとしたのち、糖化の工程へと進みます。
▼
糖化について
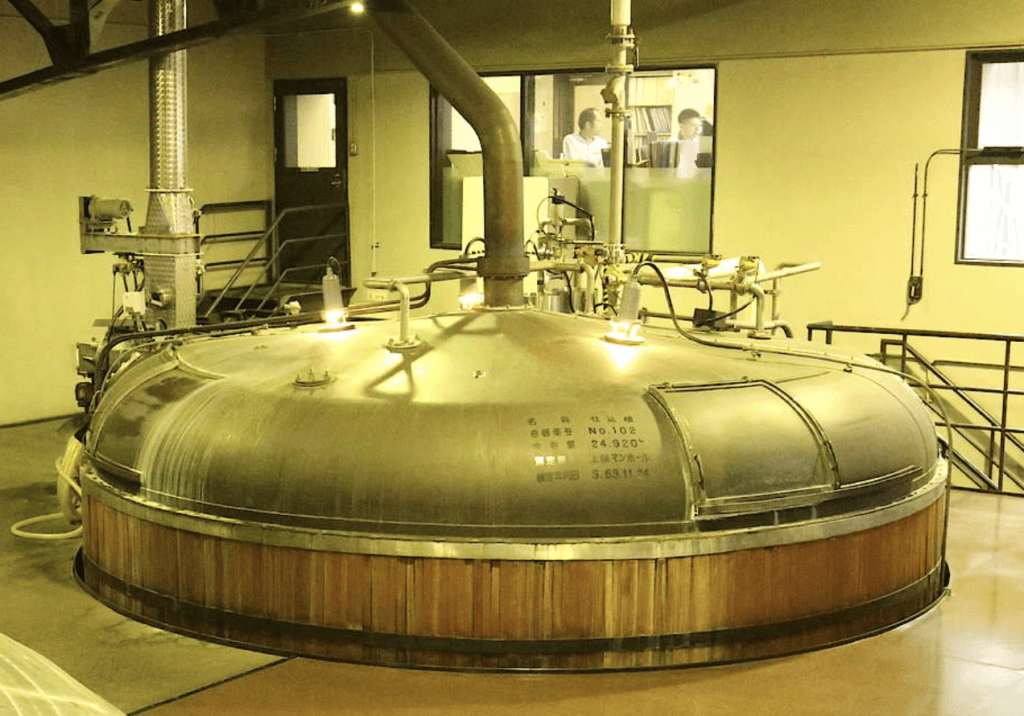
ポイント
山崎蒸留所では仕込み水に、日本百名水に選出されている、天王山の湧き水を使用しています。
また糖化を行うマッシュタンについては、容量17.6トンと4.5トンのふたつのステンレス製ロイタータンが設置されています。
通常マッシュタンにグリストを投入した後、仕込み水を数回に分けて、温度を上げながら注ぐことで糖化が進められます。
こうして得られたウォートをウォッシュバックに移し、発酵の工程へと進みます。
▼
発酵について

ポイント
現在蒸留所には容量50000リットルのステンレス製ウォッシュバックが9基、容量40000リットルのダグラスファー製ウォッシュバックが8基設置されています。
発酵に使用される酵母には独自のこだわりがあり、大半が自社製のディスティラーズ酵母とビール酵母を織り交ぜたものが使用されています。
発酵にかける時間は通常3日程度と比較的長めになります。
ここまでの過程で「多様な種類・ピーティングレベルの麦芽/多様な酵母/木製・金属製のウォッシュバック」という無限大の組み合わせを経て、驚異的な多様性を持ったもろみが完成しています。
▼
蒸留について

ポイント
山崎蒸留所には初留器・再留器がそれぞれ8基ずつ設置されています。
蒸留器は毎年、銅の厚みの検査を行っており、共用後20〜30年経過して基準を下回ったものから更新されてきました。
更新に際して同じ形状を複製することなく、異なる寸法の蒸留器を導入していたことから、蒸留器の形状はすべて異なっているという大きな特徴があります。
各蒸留器の特徴は下表にまとめておきます!
ウォッシュスチル(初留器)
| 設置年 | タイプ | サイズ | ラインアームの角度 |
|---|---|---|---|
| 2013年 | ストレート | 中 | 上 |
| 2013年 | ストレート | 中 | 下 |
| 2018年 | ストレート | 大 | 下 |
| 2018年 | ストレート | 大 | 下 |
| 2006年 | ストレート | 中 | 下 |
| 2001年 | ストレート | 中 | 大きく下 |
| 2006年 | バルジ | 中 | 下 |
| 2006年 | ストレート | 中 | かなり下 |
スピリットスチル(再留器)
| 設置年 | タイプ | サイズ | ラインアームの角度 |
|---|---|---|---|
| 2013年 | バルジ | 中 | 下 |
| 2013年 | ストレート | 中 | 下 |
| 1989年 | バルジ | 中 | やや下 |
| 1989年 | バルジ | 中 | やや下 |
| 2006年 | ストレート | 中 | やや下 |
| 2001年 | ストレート | 小 | 下 |
| 2006年 | バルジ | 中 | 下 |
| 2006年 | ストレート | 中 | かなり下 |
加熱方式について、ウォッシュスチルはガスによる直火加熱方式、スピリットスチルは蒸気やコイルを使用した間接加熱方式が採用されています。コンデンサについては2基のウォッシュスチルは伝統的なワームタブ方式、残りは全てシェル&チューブ方式が採用されています。
各種蒸留器の組み合わせは自由に組み替えられるため、完成するウイスキーの無限大の可能性が実現されています。
▼
熟成について

ポイント
樽について
山崎蒸留所で使用される樽は様々なサイズ・材質・履歴のものが選ばれています。
履歴についてはシェリー・バーボン・ワインなどの一般的なものに限らず、梅酒樽なども使われることがあります。
材質についてはスパニッシュオークやアメリカンオークの他に、日本固有のミズナラ樽が使用されているのが最大の特徴です。
サントリーが使用する樽は約50〜70年の寿命があり、だいたい5回程度に渡って使用されています。
貯蔵庫について
蒸留所にはラック式のウェアハウスが併設されていますが、ここに収められる樽は全体の10%程度にとどまります。
残りは琵琶湖周辺に建てられた近江エージングセラーと白州蒸留所に半分づつ、振り分けられています。
バレルやホグスヘッドなどの熟成の進みやすい小さめな樽は、気温が低めの白州に置かれ、パンチョンやバットなどのゆっくりと熟成が進む大きめの樽は比較的温暖な山崎に置かれます。
オフィシャルボトル紹介
山崎蒸留所のオフィシャルボトルを紹介します!
山崎 NA
ポイント
山崎蒸留所の最もスタンダードなボトルでありながら、最近では入手が非常に困難なボトルになります。
市場で安定的に入手したければ希望小売価格を大きく上回る金額を支払わなければならないほど、多くの人が価値を見出しているボトルになります!
私自身入手に奔走した時期がありましたが、高ぶる期待値を大きく上回る感動が得られた事は言うまでもありません。
余裕のある方は是非試してみることを勧めます!!
価格帯
Amazon:13499円 楽天市場:12770円(送料込み)
※令和4年4月8日現在(希望小売価格は4500円)
香り
りんご/ナッツ/いちご/塩気/はちみつ/円熟感/ミズナラ由来の白檀・伽羅香
味わい
いちご/強力なミズナラの甘み/熟したりんご/白檀/はちみつ/濃厚/塩気
余韻
ややビター/ウッディ/ナッツ/うっすら甘み
山崎 12年

ポイント
山崎12年はかつて、ウイスキーの人気が加熱する前までは山崎蒸留所の公式ボトルのうち最もスタンダードなボトルでした。現在ではスタンダードボトルは山崎NAとなっていますね。
NAであっても希望小売価格ベースでは滅多に見かけませんが、12年はそれ以上に入手困難でしょう。
しかしながら圧倒的なフルーティさや甘さはまことに圧巻であり、俗にいうプレ値ですら飲みたいと思うほどの素晴らしい味わいであると感じてしまいます…
50mlのミニボトルもたまに出ていますので、もし遭遇した方は絶対に逃さないようにしてください!
価格帯
Amazon:28,380円
※令和4年4月8日現在(希望小売価格は10,000円)
香り
熟したいちご/超フルーティ/極バニラ/リッチ/華やかすぎる/無限のフルーツ畑
味わい
濃厚で深い甘み/強力なベリー系/バニラ/リッチでフルボディ/樽香の暴力
余韻
複雑すぎて単語で評価できないほどのフルーティさと甘さが非常に長く続く
山崎 18年

ポイント
1992年に発売された18年熟成の山崎です。
原酒は主にシェリー樽熟成のものが中心的であり、無限に感じる多様な風味とバランスの良さを両立した奇跡的なボトルです。
入手難易度はまさに伝説級ですが、バー等含め口にする機会に遭遇できたならば迷う必要はないでしょう。
価格帯
Amazon:163,800円
※令和4年4月8日現在(希望小売価格は32,000円)
香り
鬼レーズン/濃密なベリー系/杏/チョコ/コーヒー/焼きプリン/無限フルーツ
味わい
濃厚で深いレーズンやベリーの甘さ/チョコ/香ばしい樽香/美しいビター/スパイシー
余韻
熟した果実の集合体に全身を浸しているかのよう
山崎 25年

ポイント
25年熟成の山崎です。
サントリーの本気、恐るべし…
価格帯
Amazon:1,970,340円
※令和4年4月8日現在(希望小売価格は160,000円)
香り
ミズナラ由来の伽羅香/極レーズン/いちご狩りの最中/オリエンタル/フルーツバスケットに迷い込んだ小人になった気分
味わい
どこまでも広がり伸び続ける甘さとフルーティさ/ミズナラ由来のオリエンタル
余韻
終わらない/日本っていいですね
参考資料